本文利用 ABAQUS 软件,对铝合金管进行了旋压模拟。结果表明,当进给比为 0.25时,旋轮达到稳定接触面积时所用的时间最少,且后面接触面积波动程度最轻,接触平稳定也相应较好;当进给比为 0.3 时,旋轮总力达到最大总力所需的时间最短,且达到最大旋轮总力后的平稳定最好,且毛坯整体隆起高度最低;对于特定的毛坯直径,需要选择合适的旋轮半径,旋轮半径过大或者过小均会导致接触面积的震荡。
旋压加工技术作为近现代塑性加工中的一个新工艺,在生产薄壁回转体高精度零件上具有突出的优点,已在航空、航天、造船、汽车等领域中得到广泛应用。旋压作为金属塑性加工的一个重要分支,具有柔性好,成本低廉的优点,且能制造出形状多样、尺寸各异的产品,适用于多种金属材料的加工。
有限元软件 ABAQUS 提供了一个模拟旋压的平台,为实际生产带来了很大的方便,对提高产品质量,降低生产周期而言具有重要意义。本文通过 ABAQUS 模拟铝合金管的旋转成型,为薄壁件旋压提供参考。
铝合金管旋压有限元模型
网格划分
芯模和旋轮为解析刚体,单元类型采用刚体单元 R3D4,毛坯为铝合金,单元类型采用减缩积分单元 C3D8R,如图 1 所示,一共划分了 6000 个结构网格。
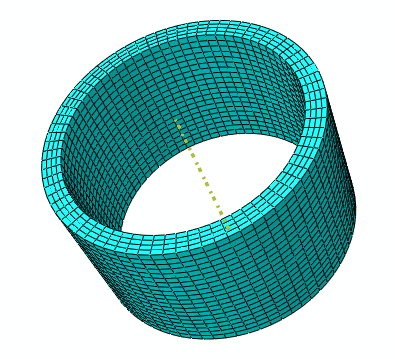
图 1 毛坯的有限元模型
边界条件
芯模完全固定 6 个自由度,采用反旋工艺,故毛坯的上表面完全固定,两个旋轮的参考点通过连接器工具与主轴线上的参考点耦合,旋轮的进给参数通过主轴线的参考点给出,如图 2所示。
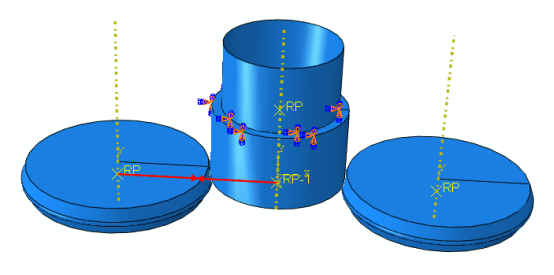
图 2 边界条件加载效果图
材料参数
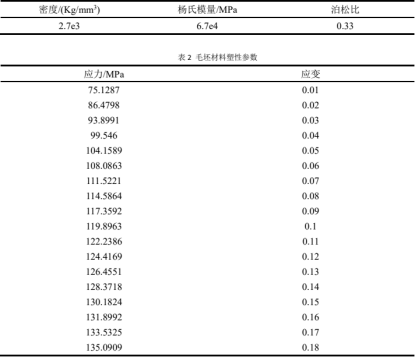
芯模和旋轮均为解析刚体不需要赋予材料属性,毛坯材料参数见表 1,塑形参数通过应力应变数据给出,见表 2。
表 1 毛坯材料参数
结果分析
应力应变分析
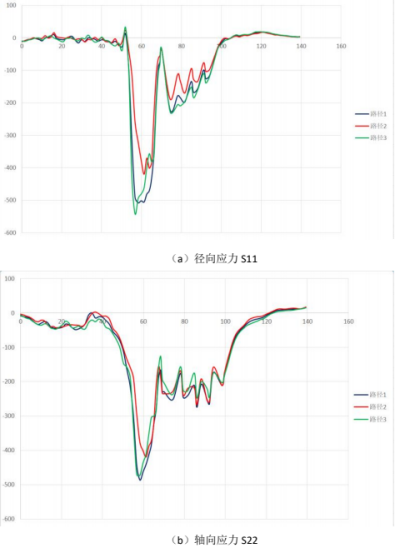
分别有三条路径,分别输出每条路径下的应力应变曲线,如图 3。由图可知,三条路径下,
S11、S22 和 S33 呈现相同的变化规律,在旋轮与毛坯接触区域,三相应力均急剧增大,且应力存在极大值点,这与实际情况相符合,即旋轮与毛坯接触的狭小区域,毛坯受到旋轮的挤压,应力急剧增大,而在接触区外,毛坯的可以产生一定程度的回弹,从而将应力释放一部分,即表现为非接触区域的应力较小的特点;同时可以看到不同路径下,应力曲线重合程度很高,只有稍微的相差滞后,这是由于旋轮是沿螺旋线进行旋压,周向总会存在差别,也与实际情况相符合。
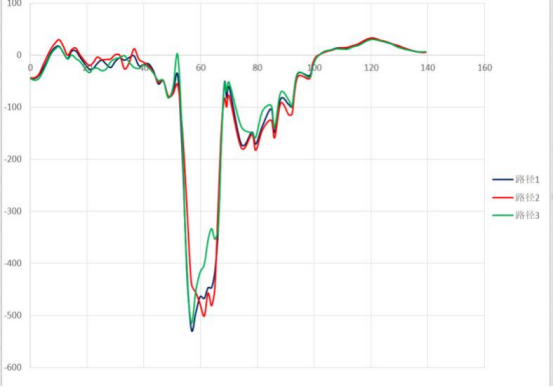
(c)环向应力 S33
图 3 轴向三条路径下的应力分布曲线
图 4 为三条路径下的应变曲线,由图可知,三条路径下,真应变曲线重合程度很好,说明
应变沿着周向近似成均匀分布,与实际情况相符合;同时可以看到三相应变均存在峰值,并且此时对应的应力也为最大,即此位置为旋轮与毛坯相接触的位置,在接触区之前,真应变值逐渐减小,在旋轮开始旋压的起始位置,真应变甚至为零,这是由于毛坯在旋压过后,材料发生了回弹,且越远离旋轮的位置,回弹程度越大,在真应变峰值之后的小范围区域内,也存在真应变值,这是属于旋轮与毛坯接触区域的正常影响范围,在未旋压的区域内,真应变值为零,与实际材料未受旋压的情况相符合。
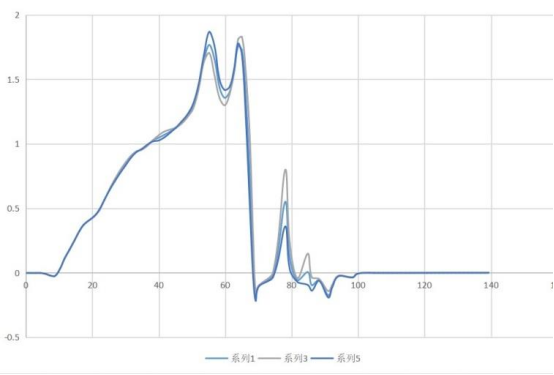
(a)径向应变 LE11
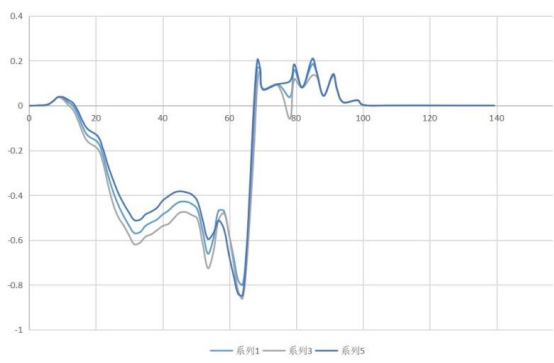
(b)轴向应变 LE22
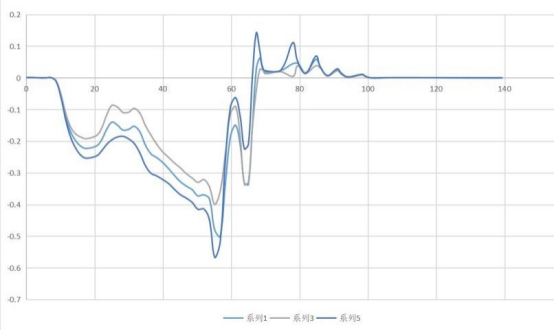
(c)环向应变 LE33
图 4 轴向三条路径下的应变分布曲线
进给比分析
本文设定的进给速度分别为 2mm/s、4mm/s、6mm/s,而芯轴转速分别为 4mm/r、6mm/r、8mm/r,采用控制变量法进行分析,分别以(2mm/s,4mm/r)、(2mm/s,6mm/r)、(2mm/s,8mm/r)、(4mm/s,4mm/r)、(6mm/s,4mm/r)组合,建立 5 个模型进行研究分析,即进给比分别为 0.5、0.3、0.25、1、1.5 进行分析。
当进给比分别为为 0.5、0.3、0.25、1、1.5 时,它的接触面积如下图 5 所示。由图可知,曲线均呈现初始阶段为近似直线后面逐渐趋于平缓,这说明,刚开始旋轮与毛坯的接触面积是逐渐增加的状态,并随着时间的推移,接触面积逐渐趋于稳定,但存在微笑的波动,这是不可避免的;同时看到,进给比为 1 时,接触面积开始时增加的速度较小,且最终稳定时的接触面积也是最小的,当进给比为 0.25 时,接触面积开始增加时的增加速率最快,当进给比为 1.5 的时候,最终稳定时的接触面积最大,但是波动幅度较大。综合以上分析,可以发现当进给比为 0.25 时,旋轮达到稳定接触面积时所用的时间最少,且后面接触面积波动程度最轻,说明接触平稳定也相应较好。
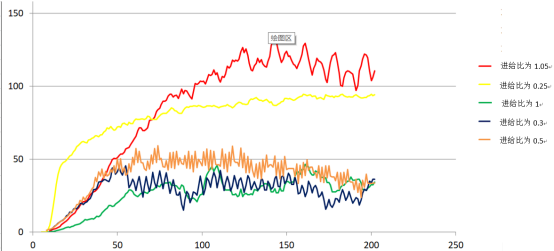
图 5 不同进给比下的接触面积
当进给比分别为为 0.5、0.3、0.25、1、1.5 时,它的旋轮总力如图 6。可以看到,进给比为0.25 和 1 时的旋轮总力变化幅度几乎相同,且旋轮总力波动程度一直都较大;当进给比为 1.5 和0.5 时,其旋轮总力变化幅度几乎同步,但是进给比为 1.5 时的旋轮总力在达到最大总力后一直存在较大幅度的震荡;当进给比为 0.3 时,旋轮总力达到最大总力所需的时间最短,且达到最大旋轮总力后的平稳定最好。
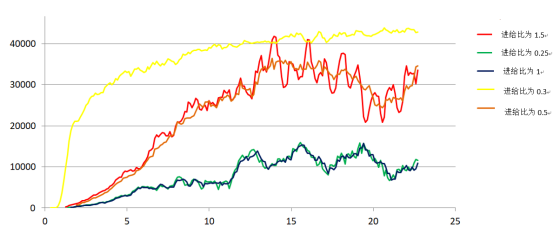
图 6 旋轮接触总力与进给比的关系图
当进给比分别为为 0.5、0.3、0.25、1、1.5 时,它的隆起高度如图 7。由图可知,毛坯隆起高度在不同进给比情况下,均呈现沿着轴向逐渐增加的趋势,且当进给比为 0.3 时,毛坯整体隆起高度最低;当进给比为 0.5、1.5 和 0.25 的时候,隆起高度的变化曲线重合程度较高。
资料来源:达索官方