选区激光熔化因其加工周期短、节省材料、不受零件结构和材料限制等优点在航空航天、高端医疗、模具和汽车制造等方面获得了广泛应用,但其因为制造过程中热应力累积的原因,在成品零件上容易产生较大的尺寸偏差。本文以某微型涡喷发动机燃烧室为例,提出了利用反变形补偿技术减少 SLM 成型过程中的薄壁件变形问题,该方法简单有效、适用性强,在工程应用中具有良好的发展前景。
1、引言
微型涡喷发动机作为航空发动机的一种,在军用和民用领域都有非常广泛的应用。而燃烧室是发动机的核心部件之一,通常为外形复杂的薄壁件,这种低刚度的结构使其在传统加工过程中受夹具、刀具以及振动等因素的影响极其容易发生变形,影响最终的质量和尺寸精度。同时受技术条件的限制,传统加工不得不将部分零件拆解成多个组合件,在装配过程中便会在尺寸公差上产生误差累积。随着激光选区熔化技术的问世,给航空航天领域带来了巨大的变化。对微型燃烧室这种薄壁件来说,利用 SLM 技术一方面可以大大节省材料,缩短加工周期,降低微型燃烧室的制造成本,另一方面可以将设计思想从“为了制造而设计”而转变为“为了功能而设计”,有望在燃烧稳定性、燃烧效率、结构重量、空间尺寸等各个方面突破性能瓶颈。
但 SLM 是一个极其复杂的物理变化过程,极热极冷的快速变化会在熔融部位形成较大的温度梯度,导致零件内部不同区域间膨胀和收缩趋势不一致,从而产生瞬态热应力,随着成型过程的进行,零件内部的热应力不断累积最终演变为残余应力,使零件发生翘曲变形。而薄壁件抵抗变形的能力更弱,故 SLM 成型高质量复杂薄壁件一直是金属增材制造的研究热点。S. Clijsters 等通过优化打印参数,改变薄壁结构局部的热应力分布,从而制备了无变形缺陷的 35°和 45° 倾斜薄壁件。张冬云等利用 SLM 技术成型了不同厚度的纯镍薄壁结构,发现薄壁件的极限厚度为 0.2 mm,当厚度小于 0.2 mm 时,薄壁结构发生了严重的翘曲变形。徐仁俊通过热-结构耦合分析计算出的应力、应变特征对比不同扫描线长度对薄壁件应力应变结果,表明薄壁件在 SLM 加工工艺中产生的应变与扫描长度成正比关系,并通过实验验证了其一致性。
作者团队依托钒钛资源综合利用国家重点实验室和四川省先进金属材料增材制造工程技术研究中心开展了不同金属材料的激光束/电子束选区熔化工艺开发、不同制备工艺的球形钛及钛合金粉末开发、基于数值仿真技术的复杂零部件控形/控性等研究。对于 SLM 成型复杂薄壁件也做了相应工作,本文以某微型涡喷发动机燃烧室为例,提出了利用 3DEXPERIENCE 平台的反变形补偿技术对SLM 成型薄壁件的翘曲变形控制方法。
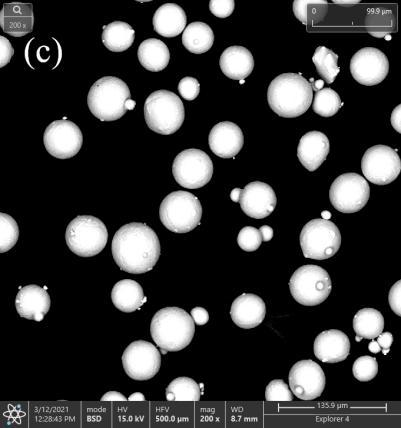
图 1 攀钢自主研发的 15-53µmEIGA 法球形 TC4 粉末

图 2 攀钢 Arcam A2X 成型的 TiAl 合金叶片
2、燃烧室的数值仿真
某型号涡喷发动机燃烧室的简要模型如图 3 所示,其最大直径 160mm,最大高度 130mm,统一壁厚 0.8mm。该零件直径和高度方向上的数值较厚度相差较大,属于标准的薄壁件,在空间摆放上进行选择时宜遵循下大上小、脚重头轻的设计原则,将其底部贴合基板成型。这样做有两个好处:(1)不用过多添加支撑,减少了后处理打磨、抛光的工作量,而且避免了去除支撑时对零件造成损伤;(2)底部的热量会顺着基板迅速传递掉,减少了燃烧室底部的热应力累计,侧壁沿沉积方向竖直成型,一定程度上对 X/Y 方向的应力变形有所抑制。
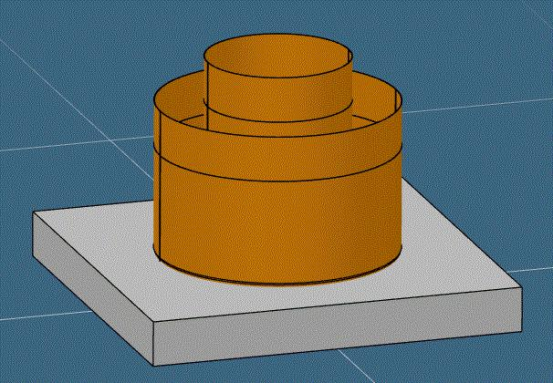
图 3 某型号涡喷发动机燃烧室简要模型
零件所选用的材料为 GH3625 合金,它是一种以 Mo、Nb 为主要强化元素的变形高温合金,因其具有工作温度高、组织稳定、耐腐蚀能力强等优点,被广泛用于制造航空发动机、各种工业燃气轮机的最热端部件,其打印工艺如表 1。
表 1 GH3625 合金燃烧室的 SLM 成型工艺参数

通过创建燃烧室及成型设备模型属性,利用粉末床的热力耦合算法进行了GH3625 合金燃烧室的 SLM 成型过程数值模拟,得到的结果如图 4 所示。可见,模型整体呈向内收缩的趋势,最大变形量达 3.93mm,模型底部由于和基板相连,打印过程中受基板约束,故而底部和接近基板位置变形量较小,受热应力累积的作用,越接近于顶部尺寸偏差越大。
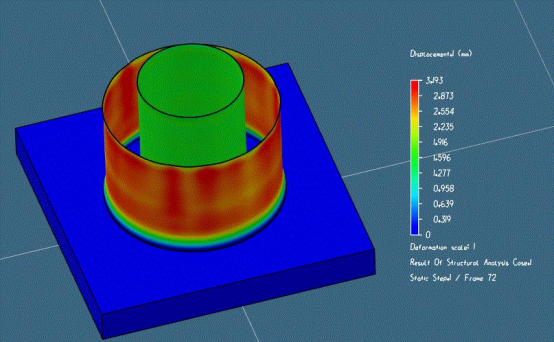
图 4 燃烧室的 SLM 成型过程位移模拟结果
将上述仿真结果通过矢量转换,在原有模型的基础上进行反向补偿,得到的计算结果如下图所示。可以发现,在模型的外壁有了较明显的沿径向向外的变化趋势,这是对该方向上进行了-1 倍的矢量大小转换所致。补偿模型表面质量较高,曲面平滑,有利于后续进一步仿真计算及打印加工。
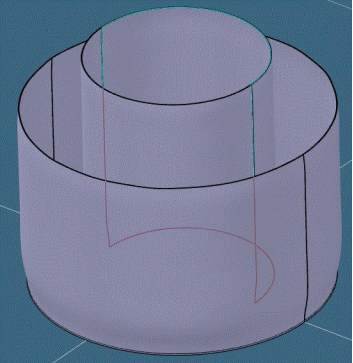
图 5 燃烧室的反向补偿模型
反向补偿模型的 SLM 成型过程位移模拟结果如图 6 所示,由图可知,此次计算后,原本整体向外凸出的反变形补偿模型有了向内凹缩的趋势,变形量在2~3mm 左右,与图 4 中最外侧轮廓的变形量基本一致。另外,反变形补偿模型的计算结果和原模型在外形上较为相似,说明这种方法对于薄壁件的 SLM 成型在尺寸控制上具有较好的应用效果,在此基础上可反复迭代,进一步提高成形精度。
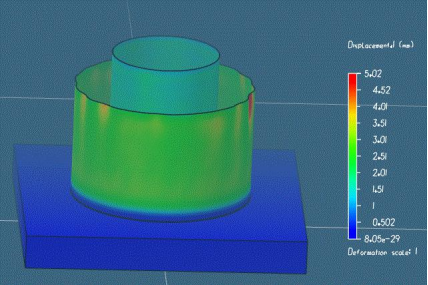
图 6 反向补偿模型的 SLM 成型过程位移模拟结果
3、结论
选区激光熔化是一种常见的增材制造技术,对于成形复杂薄壁件具有明显的优势,但其因为制造过程中热应力累积的原因,在成品零件上容易产生较大的尺寸偏差。本文以某微型涡喷发动机燃烧室为例,提出了利用反变形补偿技术减少SLM 成型过程中的变形问题,计算结果表明,通过反向补偿后,零件外形回归原状态的效果较好,具有良好的应用价值。
资料来源:达索官方