“十三五”发展以来,国家大力倡导发展轨道交通系统,构建综合、绿色、安全、智能的立体化世界一流现代化城市交通系统,截至2020年7月底,全国铁路营业里程达到14.14万公里,其中高铁3.6万公里;今年全国铁路已投产新线1310公里,其中高铁733公里。
为了降低车辆自重,减小运动阻力,提升车辆运营经济性,对车辆轻量化设计有着较高要
求。目前主要分为不锈钢蒙皮骨架结构和铝合金型材结构两种方案,其实铝合金在降重、节能、经济性上都拥有较大优势。目前铝合金型材供应商基本上都实现了国产,在加工过程中先后经历胚料预热,挤压,焊接或机加工等环节,在这之中最大的风险就是型材出现裂纹,轻则造成型材报废,重则造成重大安全事故,因此需要对裂纹的产生原因进行认真分析,尤其是随着计算机技术的发展,利用仿真的手段去进行原因判断成为一种新方向,并取得了不错的成果。
问题描述
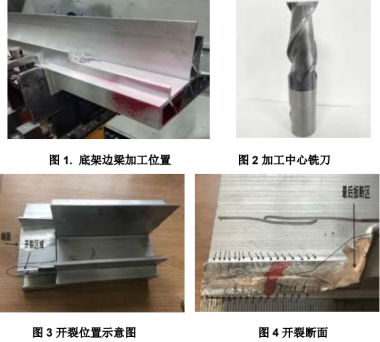
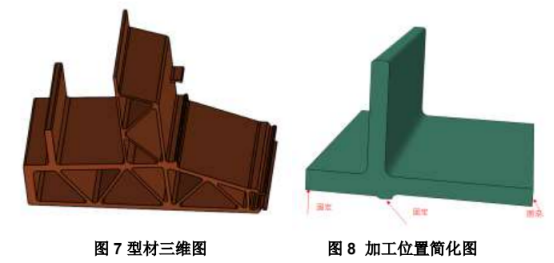
铝合金地铁底架为铝合金型材结构,通过机加工的方式去除指定区域,完成底架边梁部件的生产制造。图1显示的为其中一个底架边梁的加工场景。在该场景中,使用图2中的铣刀,依据文件要求铣削底架边梁的立筋,完成底架边梁的加工。某项目采用了新的型材断面,和组装结构,因此机加工流程也相应更新。在使用的新的工艺后,发现在边梁根部出现了可见裂纹。如图3和图4所示。
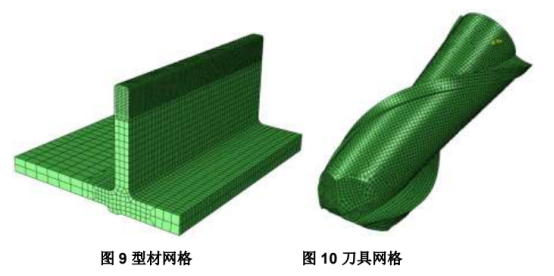
对裂纹进行电镜扫描,可见明显的疲劳断裂裂纹拓展形貌,如图 5 图 6 所示。说明裂纹主要由于往复载荷引起的疲劳所致。为了进一步研究裂纹的产生原因和不同工艺的影响,采用基于显式动力学的有限元分析方法对加工过程进行模拟方程,获得部件的应力分布和应力曲线,进而为优化工艺,保证产品质量提供重要依据。
有限元模型
由于型材结构比较复杂,选取关键部位进行建模,在相应边界施加等效约束。如图7和图8所示。
分别对型材和刀具进行网格划分。其中型材采用C3D8R单元,共划分29650个单元。刀具采取刚体单元。如图9,图10所示
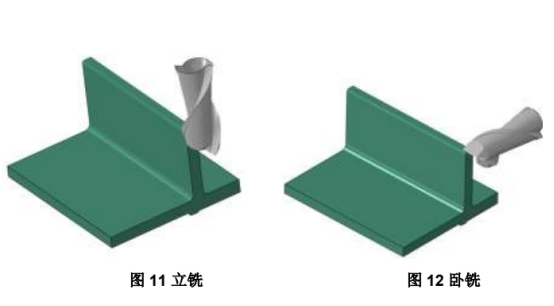
通过对加工过程的研讨,初步评估问题的影响因素主要包含铣削方式和铣削深度。在铣削方式上考虑立铣(实际采用加工方案)和卧铣(预计优化方案)两种。在铣削深度上,对立铣设计5mm、10mm、15mm三种加工深度,分别记为工况1、工况2、工况3.对卧铣设计5mm、10mm两种加工深度,分别记为工况4、工况5。铣刀的旋转速度为10000r/min,前进速度取2000mm/min。
材料本构模型
刀具材料为硬质合金钢,定义为刚体。型材铝合金为6005A,采用Johnson-cook本构,以模拟材料在高应变速率下的应变硬化,应变速率硬化和热软化效应,其本构方程为:
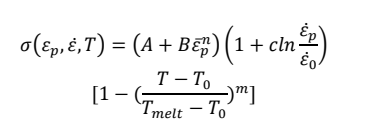
式中,A 为准静态条件下的屈服强度;p为等效塑性应变;0为材料的参考应变率;p为等效塑性应变率;B 为材料应变强度参数;n 为硬化指数;c 为应变率强化参数;T0为常温系数,通常取 25℃;Tmelt为材料熔点;m 为热软化参数。工件材料的 Johnson-Cook 本构模型参数设置见表 1。
表 1 工件材料的 Johnson-Cook 本构模型参数

材料的失效准则,选用 Johnson-Cook 剪切失效准则,失效参数��的定义为:
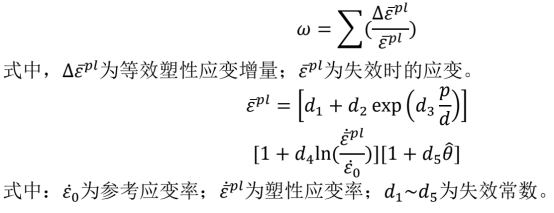
工件 Johnson-Cook 剪切失效参数见表 2。
表 2 工件材料的 Johnson-Cook 剪切失效模型参数

结果分析
取五种工况下的应力云图,如图所示:
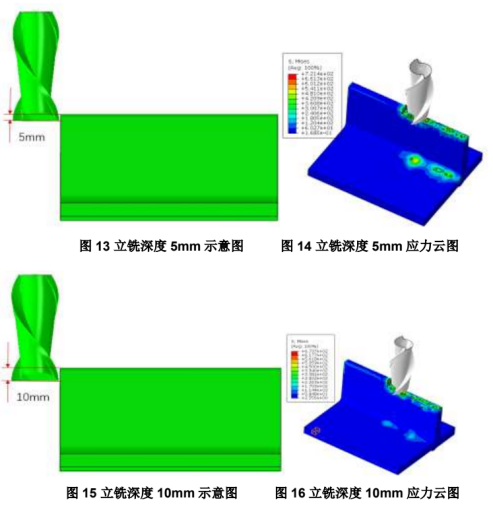
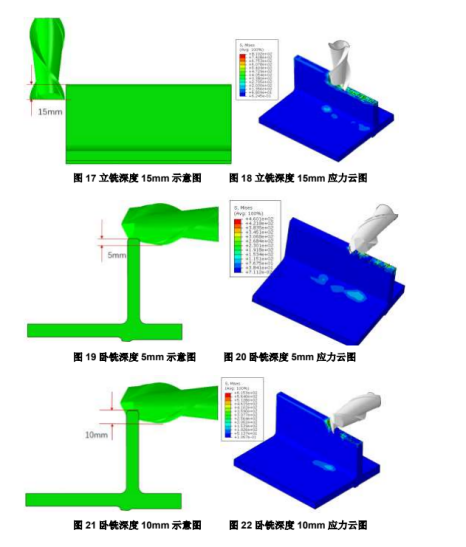
图 13-22 可以直观看出,除了切削区域外,最大的应力出现在立筋根部。当采取立铣铣削方式,加工深度为 5mm 时候,此处发生开裂现象,其他方法并未开裂。为了避让图 14 中的开裂区域,选择图 23 中的一排节点定义路径,提取应力。
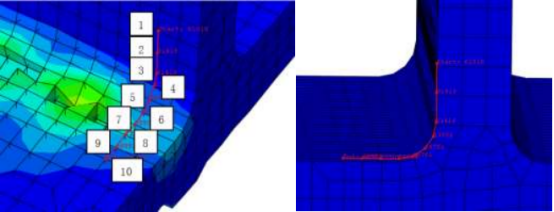
图 23 应力取点及节点编号
分别提取各个节点的最终应力,绘制下图:
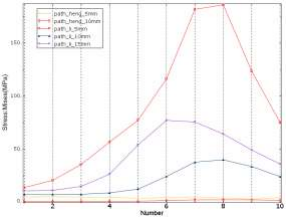
图 24 五种工况下各节点的应力值
由图24可以看出,最大应力值集中在第6到第8个节点上。对照图23,此处为立筋的根部,亦验证了裂纹的出现位置。由于图24并不能体现在加工过程中的应力变化,所以提取其中的第7个节点,输出在加工过程中的应力变化曲线,如图25所示。
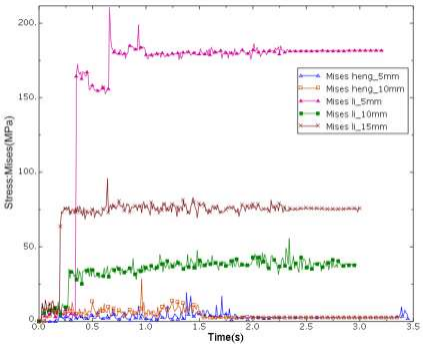
图 25 五种工况下第 7 节点的应力变化曲线
对图25进行分析,可以得到以下内容:
1.应力值出现高频震荡。这个震荡会对零部件的疲劳强度造成非常大的影响
2.对各个工况进行应力值排序,从高到底大致为li_5mm 、li_15mm、li_10mm、heng_10mm、heng_5mm。其中可以看出立铣的应力大幅大于横铣(即卧铣)的应力。
3.对立铣的应力分析,可以看到深度与应力值并不存在绝对的线性相关。应力最大值时候的深度最浅(为5mm),但应力最小值时候不是深度最深(15mm),而是10mm的深度时应力值最小。
6. 结论
1. 由于在铣削过程铣头的高速转动,零部件在加工的时候会存在应力高频振荡现象。立筋根部短时间内承受高频次高应力值的往复载荷,具有较大的疲劳失效隐患。
2.立铣和卧铣两种加工方式中,立铣对立筋造成的应力值要大幅大于卧铣。尽量避免此种工艺,如有必要,需要对立筋采取额外夹持;
3.立铣的加工深度对立筋根部的应力有较大影响。由于深度即影响了立筋的刚度,又由于切削量的不同影响了切削力的大小,所以切削深度和立筋根部的应力值不是简单的线性关系,实际加工过程中如果确有必要采取此种加工工艺,需要合理定义切削深度;
4.采用有限元的方法进行机加工仿真分析进而判断失效原因,在解决实际工程问题中
拥有重要意义。
资料来源:达索官方