


Abaqus焊接过程的数值模拟(五十一)复合焊接电弧-熔池流体力学模拟过程
1.网格划分与导入
采用 Hypermesh 软件对复合电弧-熔池统一模型进行网格划分。针对求解域特点,在复合电弧区域存在较大的温度梯度,为获得更加精确的数值解,该区域采用较密的网格密度(最小尺寸为0.1mm),其他区域最小尺寸为0.3mm,工件区域最小尺寸为0.5mm,网格类型尽可能选择六面体网格。划分的网格如图8-21所示。
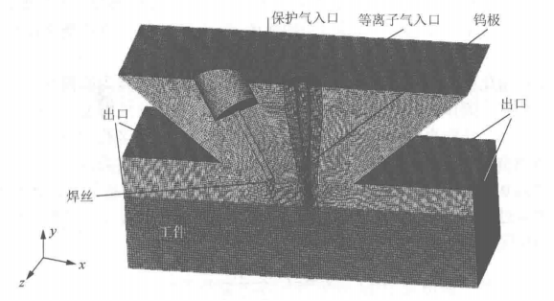
图8-21 复合电弧-熔池统一模型网格划分
启动 Fluent,在启动界面选择 3D 模型。导入网格后,在导航栏中选择 General选项,在右面的任务页面依次单击Check→Scale→Display按钮进行网格的检查、缩放与显示。在General任务页面中保持基于Pressure-Basced(压力)的求解器以及 Steady(稳态)求解计算。考虑熔池液态金属会受到重力的影响,需要勾选Gravity 复选框,对照模型图,选择y轴负方向为重力方向,并输入“-9.8”作为重力加速度,如图 8-22 所示。

图 8-22General 任务页面设置
2.激活相关模型
在导航栏中选择 Model选项,进入计算模型设置。本例中,需要计算电弧及熔池温度场,故开启 Energy(能量)模型。保持Viscous(黏性)模型为 Laminar(层流)。此外,考虑工件在电弧热的作用下会发生熔化形成熔池,需开启Solidification& Melting(熔化与凝固)模型,如图 8-23 所示。
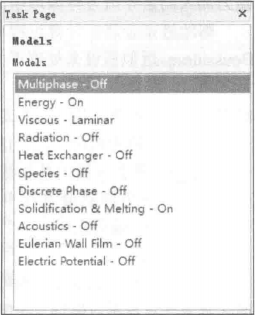
图8-23 计算模型设置
3.熔池 UDF 方程中的源项
在本例中,共有两个计算域、两种材料,对于计算域求解相关输运方程的源项及部分材料属性的设置均需通过编写 UDF 程序完成。对于电弧等离子体,其 UDF 程序与 8.2节中类似,只是控制方程由二维扩展到了三维,这里不再赘述。在这里,着重对熔池 UDF 中控制方程源项进行说明。
(1)熔池能量守恒方程源项
在焊接熔池中,由于电流密度较小,故可忽略焦耳热的影响,这样,熔池的热量将主要来源于电弧。在工件和电弧交互面上,熔池热流密度可表示为
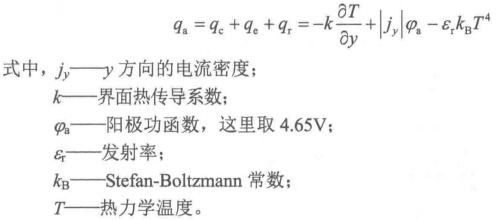
式(8-26)表示工件热输入由电弧等离子体温度对工件表面形成的热传导9c、电子进入工件的凝固潜热qe和表面的辐射损失的热q3部分组成。其中,电弧等离子体与工件表面热传导将通过耦合边界条件进行设置,而将e、q:两项加入熔池能量守恒方程源项中。
(2)熔池动量守恒方程源项
动量守恒方程的源项主要来自焊接过程中熔池受到的若干力的作用。其中重力通过 Genera1任务页面进行设置(图8-22),表面张力通过边界条件进行设置。在本例中,忽略电弧压力、等离子流拉力及熔滴冲击力,仅通过 UDF 将浮力及电磁力加入动量守恒方程源项中。
熔池液态金属在计算过程中,可认为其密度不会发生较大的变化,因此采用Boussinesg 近似假设来处理浮力,其表达式为

式中,T0——参考温度,这里取工件材料熔点;Pi--参考温度To下的液态金属的密度;B--液态金属的体积膨胀系数,因为浮力只和重力方向有关,故在x、z方向动量方程中不添加这一项,只将浮力添加在y方向的动量方程源项之中。
(3)电磁力
焊接熔池与电弧类似,均可以看作导电的磁流体,在焊接过程中电弧区域和熔池区域将产生自感应磁场,导电的磁流体将在焊接产生的电、磁场中受到电磁力的作用。在熔池中电磁力的大小也同样近似等于洛伦兹力,洛伦兹力以式(8-28)的
形式被添加到动量方程的源项中。其表达式为
LF垂直于电流密度矢量和磁感应矢量。洛伦兹力在x、yz3个方向的分量分别为(JxB)、(JxB)、(JxB):,可结合麦克斯韦方程组给出。上述3个方向的洛伦兹力通过源项方式添加到相应的动量方程中。
4.工件的材料属性
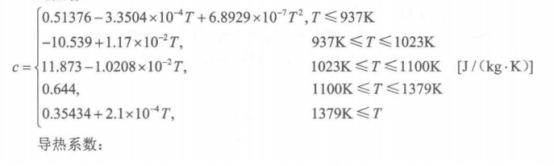
工件的热物性参数选用得是否精确,直接决定了模拟结果的准确性。本例中工件选取的材料为低碳钢(S355J2W),需要的材料物理参数有密度、导热系数、黏度系数、比热容等,这些参数大部分是随温度变化的。计算中所用的参数见表 8-2。
表 8-2 低碳钢常规热物性参数

其他与温度有关的热物性参数如下比热容:
上述随温度变化的材料属性可通过Materials任务页面用分段线性函数给出(如8.2 节材料属性设置),也可通过 UDF程序给出。在本例中为了方便起见,将通过 UDF 给出,其中比热容性能的给定通过 DEFINE SPECIFIC HEAT 宏定义而导热系数和黏度系数均通过 DEFINE PROPERTY 宏定义。
5.边界条件
模型的边界分为外边界和内边界,模型的外边界指的是整体计算域的外边界而内边界指的是计算域内部两种材料或相之间的界面。
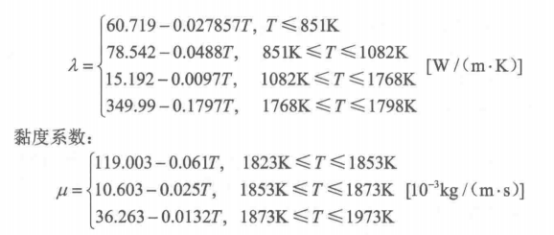
在本例中,工件的外侧表面与外界存在热交换,通过混合散热边界条件给定,如下式:
式(8-29)表示工件外表面的换热条件是由对流和辐射组成的混合散热条件。在导航栏中选择 Boundary Conditions 选项展开并找到相应边界,双击打开Wall对话框,选择 Thermal选项卡进行边界热条件设置,勾选Mixed单选按钮并设定相应参数,如图 8-24 所示。
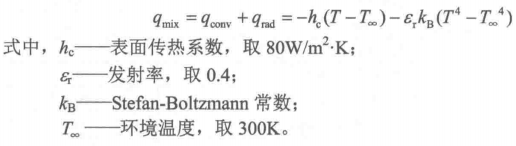
焊接熔池的表面存在着表面张力,其大小由熔池表面的温度梯度决定。在本例中,熔池所在平面两个方向的表面剪力可表示为
式中,T——熔池表面温度;
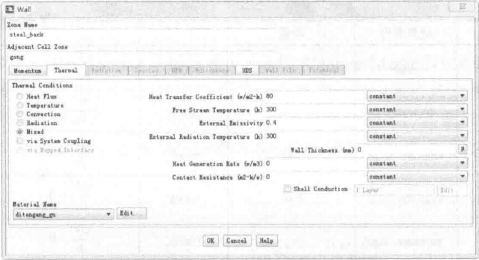
图 8-24混合散热边界设置
操作中通过设置表面张力温度系数来加入表面张力对熔池表面流动的影响在导航栏中 Boundary Conditions 下面找到工件与电弧区域的交界面并双击,打开Wall对话框,选择Momentum(运动)选项卡进行边界运动条件设置,勾选ShearCondition(剪切条件)下面的MarangoniStress单选按钮,并在Surface TensionGradient(表面张力梯度)文本框中输入“-4.3e-5”作为表面张力温度系数,如图 8-25 所示。
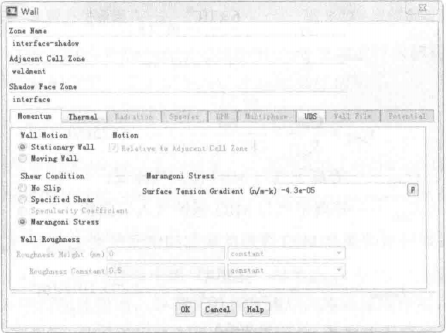
图8-25 交界面表面张力温度系数设置
其他边界条件设置与8.2节中类似,这里不再赘述。本例中的边界条件汇总见表 8-3。
表 8-3 外部边界条件设置
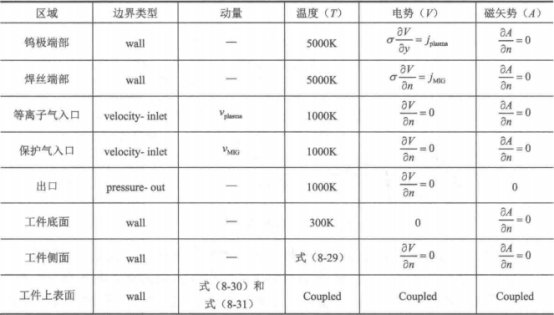
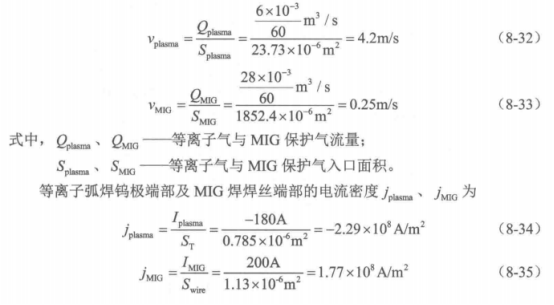
表 8-3 中,σ为熔池液态金属电导率,"为单位外法向矢量,",、vg 为等离子气入口流速及 MIG 保护气体入口流速,且有

6.求解设置
选择导航栏中 Solution(求解设置)下面的 Solution Methods(求解方法设置)选项,在任务页面下选择 SIMPLEC算法。先选用一阶迎风格式加快计算速度,计算一段时间稳定后改为二阶迎风格式,以提高计算精度,其余选项保持默认即可,如图8-26所示。选择导航栏中的Solution Controls 选项进行求解参数设置,如图 8-27 所示。

图8-26 求解方法设置
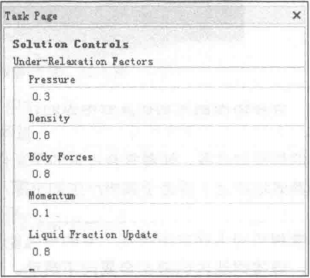
图 8-27 求解参数设置
接下来,选择导航栏中的 Solution Initialization 选项进行求解初始化设置,在任务页面保持默认初始值,并单击 Initialize 按钮进行初始化。
7.求解计算
选择模型树中的 Solution(求解设置)下面的Run Calculation选项,在任务页面下设定 Number ofInteractions(迭代次数)为 4000,单击 Calculate 按钮开始运算。
8.复合电弧-熔池模拟结果
如图 8-28 所示为三维复合电弧-熔池统一模型在xy平面上的温度场分布。由图 8-28 中可明显看出,等离子弧具有强烈的电弧压缩作用,它和MIG弧相比有较好的刚直性,高温区也比 MIG 电弧要细长,其电弧温度分布呈倒圆锥形,而 MIG 电弧温度分布呈典型的钟罩形。
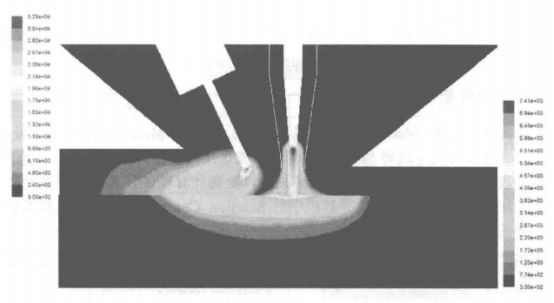
图8-28复合电弧-熔池温度场的分布
焊接熔池温度场在复合电弧的作用下,等离子弧位置下方的工件温度迅速升高,这部分工件最先熔化。等离子电弧同时扮演着预热及搅拌清理的角色,为MIG焊的焊接做准备。随着复合电弧的不断作用,工件熔化范围开始扩大,而MIG焊则高效地填充了等离子弧所产生的空隙,从而实现了高效、稳定的复合热源焊接。
如图 8-29所示为焊接熔池在xy平面上的流场分布,其中等离子弧焊接部分与常规弧焊方法有所差别,它的电弧能量高度集中,故在等离子流力强大的推动下,焊接熔池内的液态金属向下流动。与此同时,重力驱使熔化金属从熔池表面流向熔池底部,且所选材料低碳钢的表面张力温度系数为负值,熔池表面液态金属由中心流向边缘,在熔池内部形成环流。

图8-29 焊接熔池在xy平面上的流场分布
如图 8-30 和图 8-31所示为计算所得复合焊接熔池温度场和熔池温场视图。根据图 8-30 和图 8-31 可知计算熔深为3.5mm,计算熔宽(一半)为 7.75mm。熔池高温区域主要集中于等离子焊下方,形态上前部较深较宽,后部逐渐变浅变窄,符合双椭球体形态。
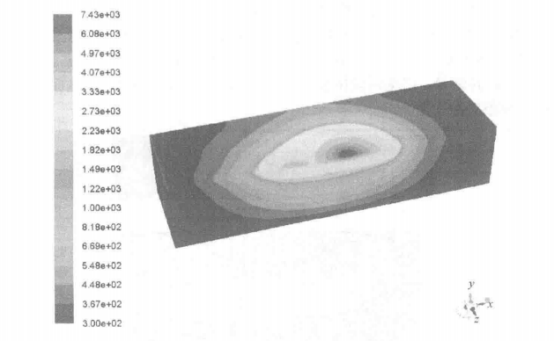
图 8-30复合焊接熔池温度场
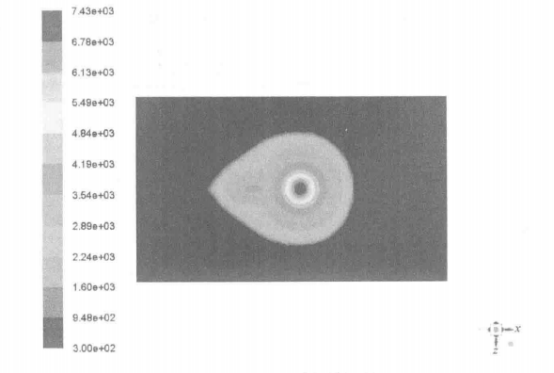
图8-31 熔池温度场俯视图
为验证本例研究所建立的等离子-MIG 复合电弧模型的可靠性,将模拟计算结果与实验结果进行对比。由于对复合电弧温度场进行直接观测测量比较困难,这里使用相同工艺下熔池的几何尺寸和形状从侧面验证复合电弧及熔池模拟的准确性。焊接实验采用 S355J2W 低碳钢,厚度为12mm,焊接参数:等离子电流 180A,MIG 电流200A,等离子气流量6L/min,保护气流量28L/min。
如图 8-32所示为计算所得熔池与实验熔池对比图,计算熔深为3.5mm,计算熔宽为 15.5mm,在同样的焊接条件下,实验所得熔深约为3.6mm,熔宽约为15.35mm,其熔深、熔宽误差在合理范围之内,形态也相吻合,从侧面验证了复合电弧模拟的准确性。
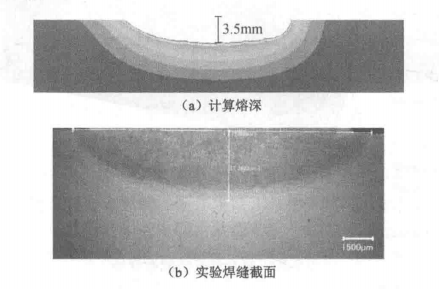
图8-32计算所得熔池与实验熔池对比图
(内容、图片来源:《焊接过程数值模拟》一书,侵删)
版权与免责声明:
凡未注明作者、来源的内容均为转载稿,如出现版权问题,请及时联系我们处理。我们对页面中展示内容的真实性、准确性和合法性均不承担任何法律责任。如内容信息对您产生影响,请及时联系我们修改或删除。






-
2026-07-28
-
[ABAQUS] Abaqus网格数量太大计算太慢怎么简化?
2026-07-28
-
[ABAQUS] Abaqus结构化网格扫掠网格自由网格区别
2026-07-28
-
[行业资讯] 达索系统ABAQUS产品从理论到实战研修班开课啦!
2026-07-27
-
2026-07-27
-
[行业资讯] 达索系统CST studio suite工作室套装教育版与
2026-07-24
-
2026-07-24
-
2026-07-24
-
[行业资讯] 达索系统 OPC计划|AI 驱动的云端创业,从一个人开始
2026-07-23
-
[行业资讯] SIMULIA一文读懂|精准把控整车设计的平衡之道
2026-07-23
-
2023-08-29
-
2023-08-24
-
[ABAQUS] ABAQUS如何建模?ABAQUS有限元分析教程
2023-07-07
-
[ABAQUS] 有限元分析软件abaqus单位在哪设置?【操作教程】
2023-09-05
-
[ABAQUS] ABAQUS软件中Interaction功能模块中的绑定接
2023-07-19
-
[ABAQUS] Abaqus怎么撤回上一步操作?Abauqs教程
2024-05-01
-
[ABAQUS] abaqus里面s11、s12和u1、u2是什么意思?s和
2023-08-30
-
[ABAQUS] Abaqus单位对应关系及参数介绍-Abaqus软件
2023-11-20
-
[ABAQUS] Abaqus中的S、U、V、E、CF分别是什么意思?
2024-05-11
-
[ABAQUS] ABAQUS软件教程|场变量输出历史变量输出
2023-07-18
-
[行业资讯] 达索系统ABAQUS产品从理论到实战研修班开课啦!
2026-07-27
-
2026-07-27
-
[行业资讯] 达索系统CST studio suite工作室套装教育版与
2026-07-24
-
[行业资讯] 达索系统 OPC计划|AI 驱动的云端创业,从一个人开始
2026-07-23
-
[行业资讯] SIMULIA一文读懂|精准把控整车设计的平衡之道
2026-07-23
-
[行业资讯] 正版Abaqus、CST studio suite供应商-
2026-07-20
-
[行业资讯] 达索官方7月 SIMULIA 线下技术培训时间预告
2026-07-02
-
[行业资讯] 达索系统 SIMULIA R2026x版本的结构仿真增强功
2026-07-02
-
[行业资讯] 通过SIMULIA和MODSIM在车辆设计中寻求平衡
2026-06-30
-
2026-06-30
-
 汽车交通
汽车交通 -
 风能电源
风能电源 -
 船舶机械
船舶机械 -
 生物医疗
生物医疗
-
 土木建筑
土木建筑 -
 新能源
新能源 -
 高科技
高科技



地址: 广州市天河区天河北路663号广东省机械研究所8栋9层 电话:020-38921052 传真:020-38921345 邮箱:thinks@think-s.com

